登入


科學的發展,讓我們能夠把無形的東西化成具體的影像。透過紅外線熱像儀,我們看到物體溫度的分布或是有機氣體的洩漏──那你知道「聲音」也能被看見嗎?
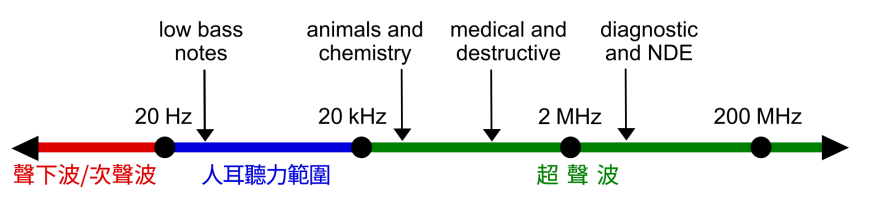
圖一、聲波頻率範圍(出處:網路)
最常見的聲波顯像有水底聲納(sonar)和醫用超音波(ultrasound medical imaging),兩種顯像方式會「主動」發出聲波,設備分析反射回來的訊號,視覺化目標物的外觀和取得相關資訊。
還有一種則是「被動的」聲波顯像,藉由麥克風陣列(microphone array)捕捉聲音,以不同顏色定義聲音強度(深紅色最強,藍色最弱),視覺化聲源所在的位置。
圖二為1996年進行的一項實驗。將一系列聲音照片組合而成的聲音分布圖,其原理便是使用陣列麥克風紀錄TGV高鐵移動時發出的聲音。
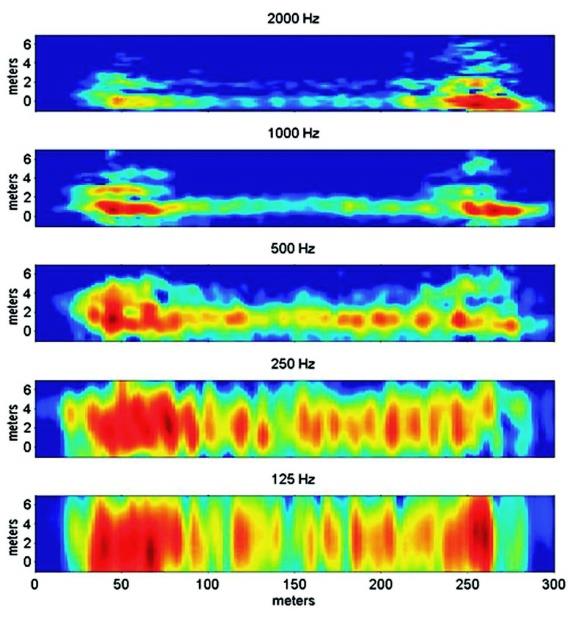
圖二、TGV高鐵的聲音影像。聲源最強處為列車兩端,中間的區段來自列車頂上的集電弓與車底的輪子發出的聲音(出處:Alien Vision: Exploring the Electromagnetic Spectrum with Imaging Technology, ch5, p.120, fig 5.11)
波長越短(頻率越高),畫面的解析度越清楚。
近年,此種技術除了運用於定位噪音源之外,也成為了預知保養領域中新興的檢測工具。
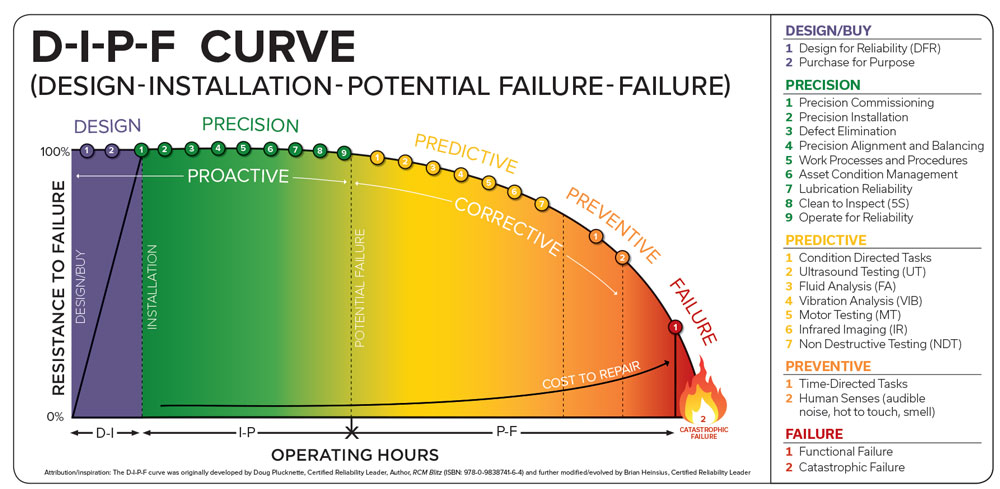
圖三、DIPF曲線圖(Design-installation-potential failure-failure),使用超音波檢測異常,能夠在故障早期就進行規畫改善(出處:網路)
設備故障通常並非一夕之間發生的事,而是從難以察覺的細微異常開始,經過累積,設備才失效或停機。若是能夠盡早發現,進行應對處理,便能夠預防無預警的停機甚至災害。
我們可以透過各種量測方式,在異常發生初期便能規畫修正,不僅減少維修保養的支出,還能改善早期異常造成的效能低落。
紅外線熱像儀可以顯示設備的異常溫升,察覺故障;但在「熱」因異常出現之前,「聲音」早就先透露了線索。透過儀器檢測異音(超音波),能夠比熱像檢測更早發現異常。
因此,此類工業用聲波顯像儀以陣列麥克風接收聲音訊號,立即在畫面中定位出聲源(故障源)。但如果處於吵雜的工廠環境中,要如何正確收音呢?
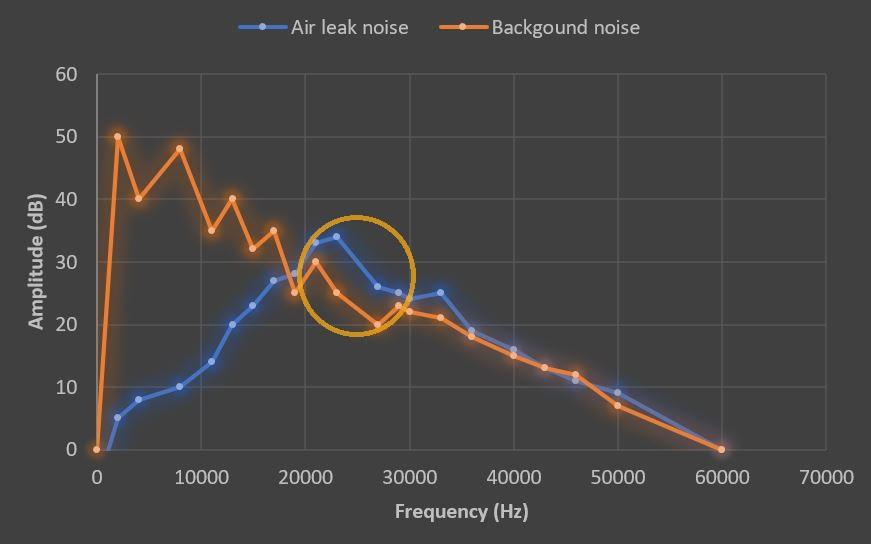
圖四、找到最適合吵雜工廠環境的檢測頻率,約為20kHz到30kHz之間(出處:NL Acoustic)
在吵雜的工廠中,故障或是空氣洩漏問題發出的聲音,人耳幾乎無法聽見。為了克服環境的干擾,聲波顯像儀通常使用超音波的頻率範圍進行檢測。例如:FLIR Si124便能自動針對20kHz以上的高頻聲音進行讀取,大幅減少環境噪音的干擾。
目前此種工業聲波顯像儀,多用於加壓空氣洩漏檢測與局部放電檢測。
我們將在下一篇為大家介紹這兩種檢測應用。
趁熱繼續閱讀》》》看見聲音(中):工業聲波顯像儀
趁熱繼續閱讀》》》看見聲音(下):麥克風的數量有關係嗎?
想知道更多》》》FLIR Si124 工業聲波顯像儀
參考資料
Richards, A. A. (2001). Acoustic Imaging: Seeing with Sound. In Alien Vision: Exploring the Electromagnetic Spectrum with Imaging Technology (pp. 107–121). SPIE.

 詢問車
詢問車
為了提供您最佳的服務,本網站會在您的電腦中放置並取用我們的Cookie,若您不願接受Cookie的寫入,您可在您使用的瀏覽器功能項中設定隱私權等級為高,即可拒絕Cookie的寫入,但可能會導至網站某些功能無法正常執行。